

Technologievorhaben
IMProVe

Gesamtziel:
Überwindung von Verfahrensgrenzen in der additiven Fertigung durch Kombination innovativer Materialien, Anlagen und Prozesse
Partner:
![]()
Laufzeit: 01.05.2017 - 30.04.2020
Aufgabenstellung
Technologien der additiven Fertigung stehen seit mehreren Jahren für neue überragende Produkteigenschaften und eine mögliche Revolution der Fertigung. Durch diese additiven Technologien werden Bauteile mit revolutionärer Funktionalität und Design ermöglicht. Die Produktentwicklung erfährt neue Freiheitsgrade. Die Designrestriktionen bisheriger Fertigungsverfahren werden überwunden, Werkstoff und Geometrie können in bisher unerreichter Weise Funktion und Belastung zugeordnet werden. Durch die direkte Umsetzung von CAD-Daten in reale Bauteile sind additive Verfahren Schlüsseltechnologien für die Produktdigitalisierung sowie die fortschreitende Produktindividualisierung und bringen erhebliche Vorteile für Kleinserien.
Die Entwicklung additiver Technologien wurde bisher stark von neuen innovativen Produkten angetrieben, deren funktionaler, technischer oder individueller Mehrwert erst durch deren additive Fertigung ermöglicht wird. Diese Produkte waren in der Vergangenheit vor allem Hochtechnologie-Branchen, z.B. der Medizintechnik oder Luft- und Raumfahrt, zuzuordnen. Andererseits wird außerhalb dieser Branchen insbesondere bei Industriegütern oder Konsumprodukten aus metallischen Werkstoffen ein echter Durchbruch der additiven Fertigung nach wie vor durch bekannte Restriktionen in Bezug auf Fertigungsstückkosten und Fertigungszeit (Produktivität) verhindert. Die gegenwärtig immer noch moderaten Wachstumszahlen belegen, dass ein wirklicher Durchbruch der additiven Fertigung neben der Produkt- auch die Fertigungsrevolution erfordert.
Ein aktuell an Bedeutung gewinnender Ansatz zu Senkung von Fertigungskosten und -zeit ist die Kombination von additiven Technologien und konventionellen Fertigungstechnologien im Sinne von einer additiv konventionellen Hybridfertigung. Hierbei werden beispielsweise Bauteile auf Basis konventionell gefertigter Halbzeuge mittels additiver Verfahren funktionalisiert, teilweise auch mit anschließender spanender Nachbearbeitung und Finalisierung.
Dieser Ansatz bietet die Möglichkeit, die im Vergleich zur konventionellen Verarbeitung hohen Fertigungskosten und die geringe Produktivität der rein additiven Fertigung auf die Strukturen des Bauteils zu beschränken, die eine Funktionalisierung auch tatsächlich beinhalten. Andererseits belegen Kostenvergleiche, dass die additive Fertigung auf Halbzeugen nicht nur kostengünstiger und schneller als die von additiv hergestellten Monolithen ist, sondern durch die endkonturnahe Volumengeneration und das Einsparen von Spanarbeit sogar erheblich effizienter sein kann, als die Produktion mit konventionellen Prozessketten. Erste Beispiele additiv konventionell hybridgefertigter Bauteile und Produkte belegen das Potential dieser Technologiekombination (Abbildung 1). Eine deutlich breitere industrielle Anwendung wird gegenwärtig jedoch durch technische und technologische Restriktionen der aktuell dominierenden additiven Verfahren begrenzt.
So ermöglichen Pulverbetttechnologien wie Laser –und Elektronenstrahlschmelzen (LBM bzw. EBM) sowie Technologien für keramische Werkstoffe die Herstellung von komplexen Funktionsstrukturen (siehe auch TV FunGeoS). Eine breite Anwendung bspw. im Werkzeugbau wird jedoch verhindert, weil die typischen Werkzeugstähle für Pulverbettverfahren noch nicht ausreichend qualifiziert sind und beherrscht werden. Die Anwendungsbreite dieser additiven Verfahren könnte erheblich erweitert werden, wenn insbesondere die Verfahrensgrenzen Werkstoffvielfalt und Pulverkosten überwunden werden.
Im Bereich des Auftragschweißens, z.B. des Laserauftragschweißens, sind die Verfahrensgrenzen weniger der Vielfalt und den Kosten der Werkstoffe zuzuordnen, sondern viel mehr der Auslegung und Reproduzierbarkeit der Prozesse. Um beispielsweise die Vorteile der Technologien im Turbinenbau mit bis zu 40.000 € teuren Halbzeugen ausnutzen zu können, müssen die Prozesssicherheit erhöht sowie Aufbauqualität und Verzug vorhersagbar werden. Die Erhöhung der Prozesssicherheit setzt weiterhin voraus, die Gesamttechnologie einschließlich Bearbeitungskopf und Prozess, die Aufbaustruktur, die Prozessüberwachung und -monitoring sowie Handhabungstechnik einschließlich derer Wechselwirkungen weiterzuentwickeln.

Beispiele von Hybridfertigung im Werkzeugbau, links Blechwarmumformwerkzeug mit LBM gefertigter konturnaher Flächenkühlung, Mitte und rechts: Herstellung von Hybrid-Formen durch DMT-Prozess
Voraussetzungen
Ausgehend von der ursprünglichen und in der Roadmap 2.0 von AGENT3D beschriebenen Zielstellung sollen im Projekt Verfahrensgrenzen überwunden werden, damit zukünftig Kosten- und Produktivitätsrestriktionen minimiert oder eliminiert sowie die erhebliche Erweiterung des industriell relevanten Anwendungsgebietes von additiven Verfahren vorangetrieben werden. Im Zentrum steht der Lösungsansatz der Hybridfertigung. Die Kombination von additiver Fertigung auf konventionell oder additiv hergestellten Halbzeugen wird am Beispiel repräsentativer Industriedemonstratoren entwickelt und hinsichtlich derer Potentiale und Restriktionen technisch und wirtschaftlich bewertet. Ausgehend von der technischen Bedeutung der Pulverbettverfahren und des Auftragschweißens für die additive Fertigung metallischer Werkstoffe, wird der in Abbildung 2 systematisierte Lösungsraum betrachtet.
Mit Bezug auf die Roadmap 2.0 von AGENT3D werden somit folgende Handlungsfelder adressiert:
- zukunftsfähige Werkstoffe für die additive Fertigung
- Ressourceneffizienz und flexible Fertigung
- Hochleistungsprozesse für das 3D-Generieren
- Hybridfertigung
Das Vorhaben leistet bei der Erreichung der Projektziele einen sehr wichtigen Beitrag zu mehreren strategischen Zielstellungen und Visionen des Gesamtvorhabens AGENT3D:
- Vorreiterschaft für die industrielle Durchsetzung der additiven Fertigung
- Exemplarisch hochintegrierte Produkte mit bislang unerreichten Funktionskombinationen
- Schaffung von Vertrauen in Industrie und Gesellschaft durch wissenschaftlich fundierte Entwicklungen und best-practice Umsetzungsbeispiele und damit Steigerung des Innovationsklimas
- von Anfang an nachhaltige Entwicklung der additiven Fertigung
- Identifikation heutiger und Antizipieren zukünftiger Leitanwendungen und -märkte und Entwicklung von Lösungen als Basis für die industrielle Durchsetzung der additiven Fertigung
Interdisziplinäre Verknüpfungen mit weiteren Technologievorhaben, z.B. zur Entwicklung von Multi-Material-Systemen und funktionalen Geometriestrukturen sind bereits abzusehen und werden damit zukünftig gezielt hergestellt.
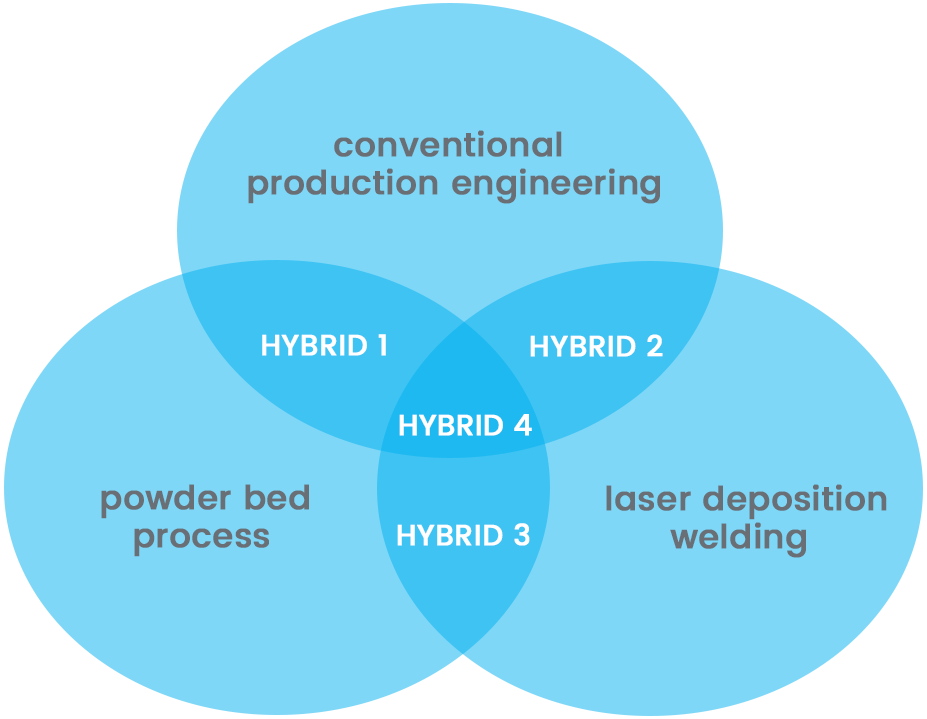
Systematisierung des Arbeits- und Lösungsraumes einer additiv konventionellen Hybridfertigung im Rahmen des Technologievorhabens IMPROVE
Planung und Ablauf des Vorhabens
Für die Entwicklung der additiv konventionellen Hybridfertigung und die Realisierung der Demonstratoren ist eine Qualifizierung und Weiterentwicklung der additiven Technologien unerlässlich. Wie beschrieben betrifft dies die Erhöhung der Werkstoffvielfalt für Pulverbettverfahren und die Verbesserung der Anlagen- und Prozesstechnik für das Laserauftragschweißen. Der methodische Lösungsansatz des Technologievorhabens baut daher auf eine, vom Beirat empfohlene, Strukturierung in 3 Teilprojekte auf, siehe folgende Abbildung.
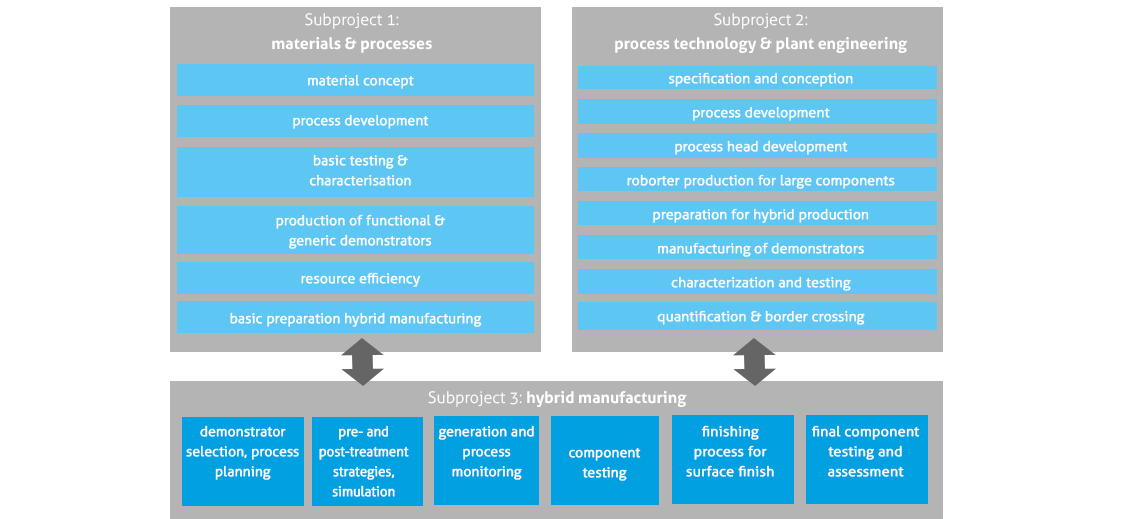
methodischer Ansatz und Strukturierung des Technologievorhabens IMPROVE
Das Teilprojekt 1 fokussiert sich auf die Erhöhung der Werkstoffvielfalt als wirtschaftlich-technologische Voraussetzung für die Realisierung von Hybriddemonstratoren insbesondere für die Strahlschmelzprozesse. Im Teilprojekt 2 werden durch die Überwindung der Verfahrensgrenzen in Anlagen- und Prozesstechnik die Grundlagen für das reproduzierbare Auftragschweißen auf Halbzeugen geschaffen. Das Teilprojekt 3 zielt auf die Herausforderungen bei der Kombination der Verfahren und den Erkenntnisgewinn bei der Realisierung der Hybriddemonstratoren ab. Das Teilprojekt 3 definiert somit Anforderungen und Entwicklungsinhalte an die Teilprojekte 1 und 2 und führt gleichzeitig deren Ergebnisse im Sinne der Gesamtaufgabenstellung zusammen.
Das Konsortium des Technologievorhabens besteht aus 8 Industriepartnern und 7 Instituten. Es repräsentiert die gesamte Wertschöpfungskette von der Entwicklung und Auslegung, Prozesssimulation, der additiven Fertigung, Nachbearbeitung bis hin zu Endanwendern. Aufgrund der branchenübergreifenden Notwendigkeit des Themas sind Anwender aus der Luftfahrt, dem Formen- und Werkzeugbau sowie dem Maschinen- und Anlagenbau vertreten. Technologisch stehen die wichtigsten additiven Technologien für Metalle (Laserstrahl (LBM)- und Elektronenstrahlschmelzen (EBM), Laserauftragsschweißen (LPA/LDA)) und Keramiken (lithographie-basiert (LCM) und 3D-Pulverdruck)) im Mittelpunkt der geplanten F&E-Arbeiten.
Das Projektmanagement greift die Struktur des Technologievorhabens auf. Es wurden Leitungstandems für das Gesamtvorhaben und die Teilprojekte benannt. Sie bestehen jeweils aus einem Instituts- und einem Industriekoordinator.
Die Gesamtprojektdauer betrug 3 Jahre (Beginn 01.05.2017, Ende 31.04.2020). Die Teilprojekte des Fraunhofer IFAM und Fraunhofer IWS wurden kostenneutral um weitere 6 Monate verlängert.
Werkstoffe und Prozesse
Stähle
|
Keramik
|
Keramik
|
Fe-Ni-Legierung
|
|||
|
|
|
|
|||
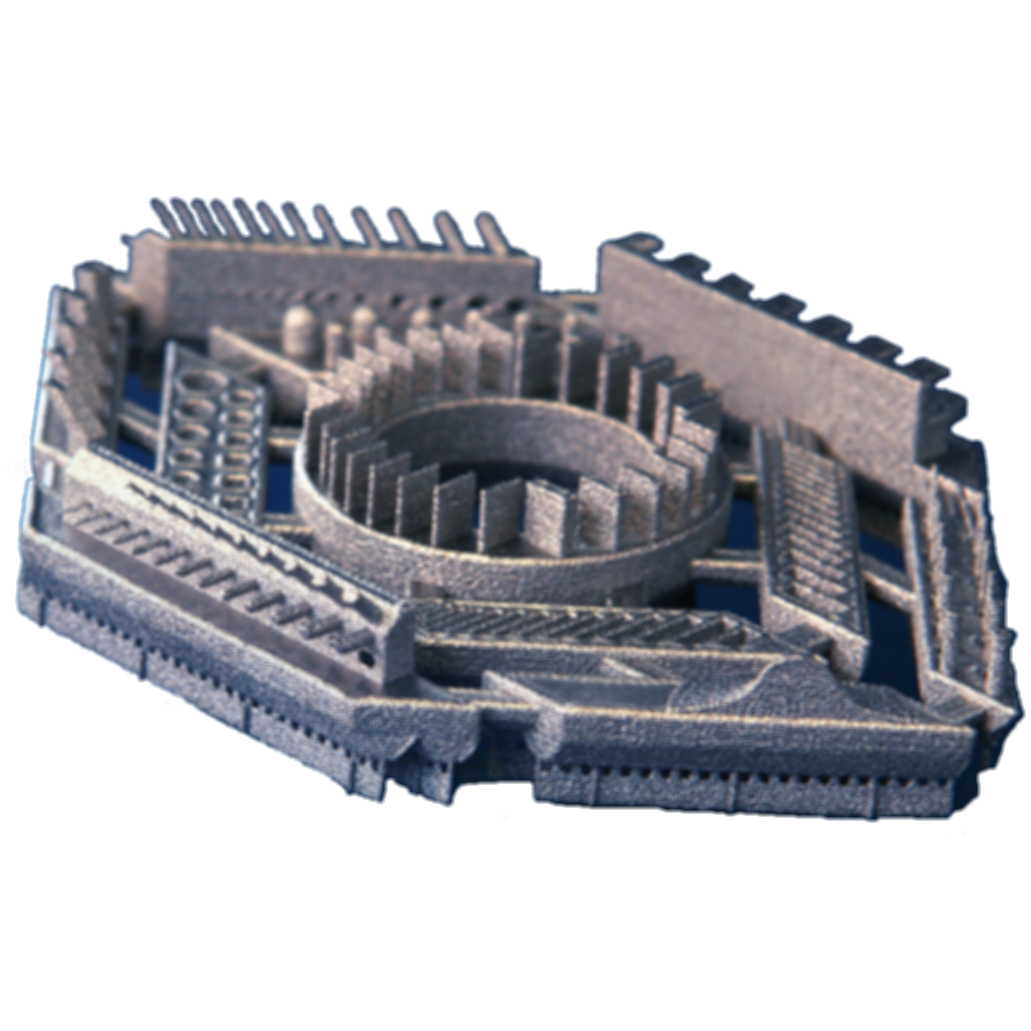
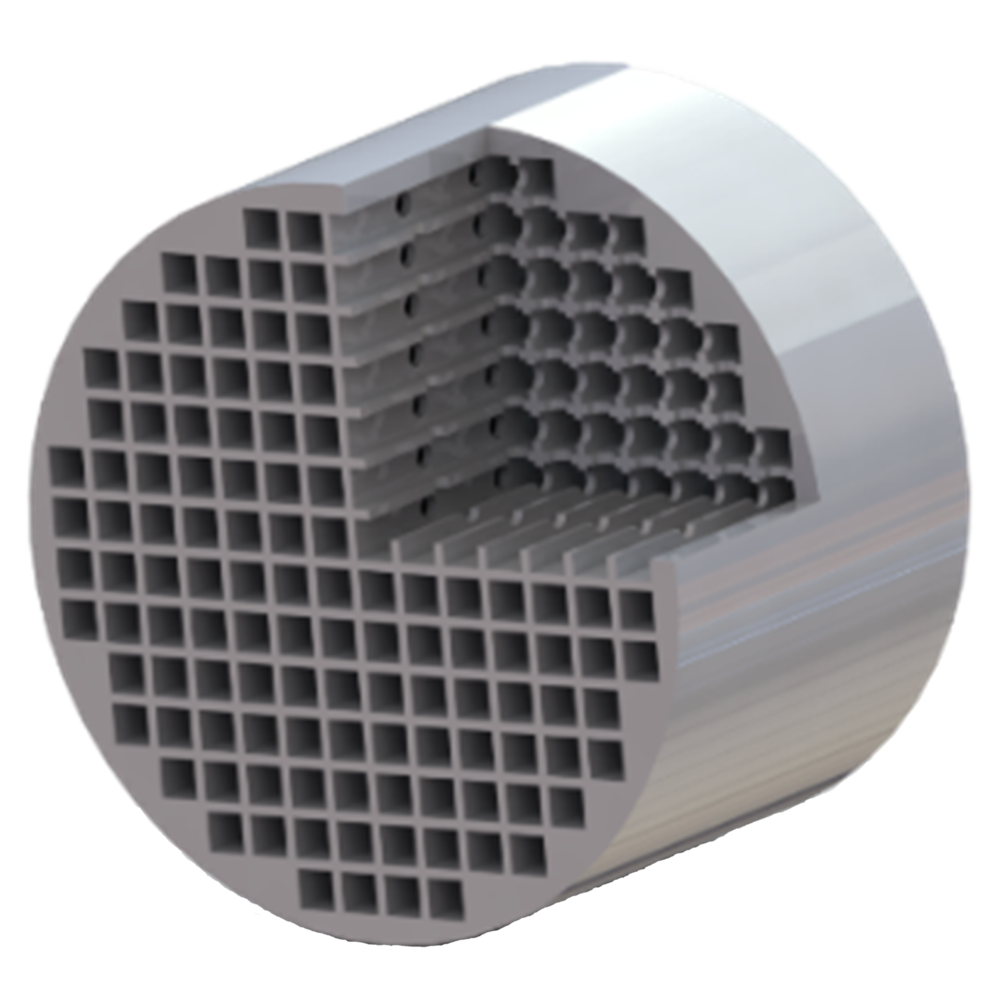
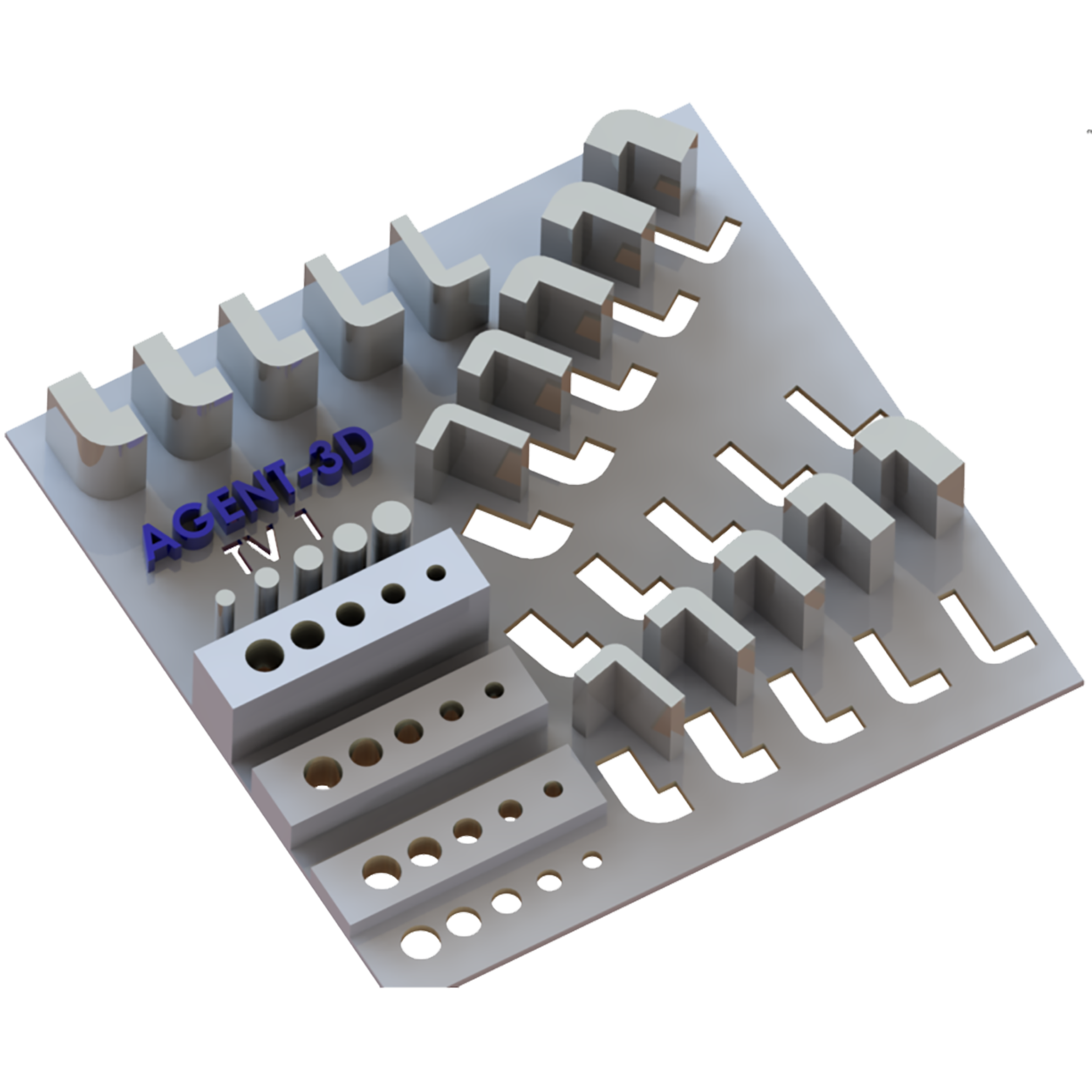
Generische Demonstratoren aus Keramik und Metall
Es handelt sich beim Metall-Demonstrator um einen frei verfügbaren Designdemonstrator nach Vorlage des RTC Duisburg (Link zum Download des CAD). Die Keramik-Demonstratoren des Fraunhofer IKTS sind auf die jeweiligen Anwendungsbereiche (Poröse Strukturen, Hochleistungskeramik) abgestimmt.
Es soll nachgewiesen werden, dass mit den neuen Werkstoffen ein formkomplexer Aufbau möglich ist. Dabei werden die Demonstratoren sowohl mit Neupulver als auch mit rezykliertem Überschusspulver aufgebaut werden. Im Soll-Ist-Vergleich zwischen CAD und Demonstrator wird quantitativ die Abhängigkeit der geometrischen Möglichkeiten von Technologie und Werkstoff untersucht.
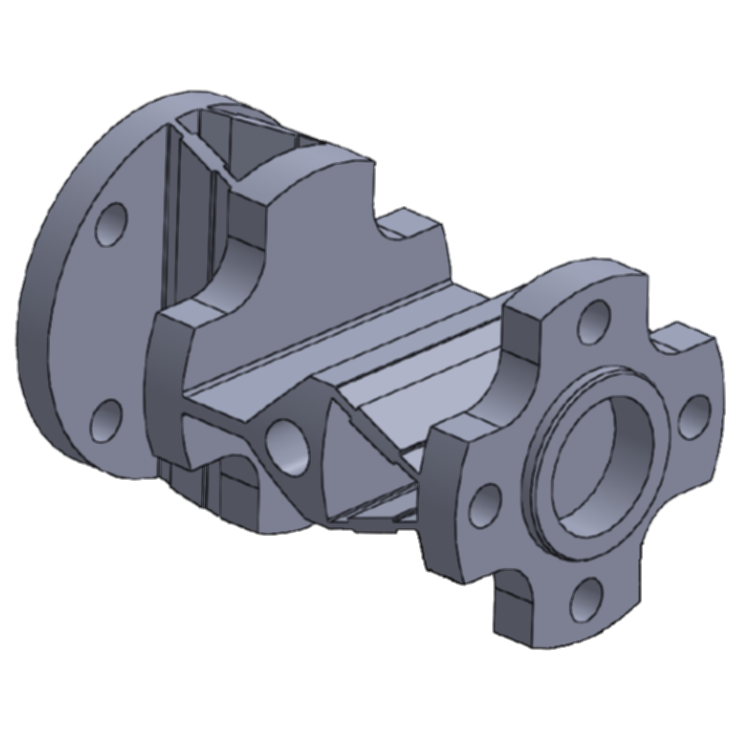
Funktionsdemonstrator (© Airbus)
Es handelt sich um ein reales Bauteil aus dem Bereich Satellitentechnik, das so bereits konventionell und im Pulverbett hergestellt aus INVAR existiert. Es soll nachgewiesen werden, dass auch mit dem neuen Werkstoff Super-INVAR ein solch formkomplexer Aufbau mit Kosteneinsparungspotenzial gegenüber der konventionellen Fertigung möglich ist. Dabei sollen die mechanischen Eigenschaften von INVAR bei verbesserter Funktionalität erhalten bleiben.
Prozess- und Anlagentechnik
|
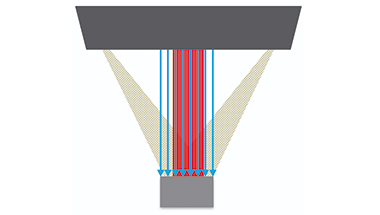 Konventioneller Laserkopf Konventioneller Laserkopf |
Koaxialer Direktdiodenlaser (kDDL) |
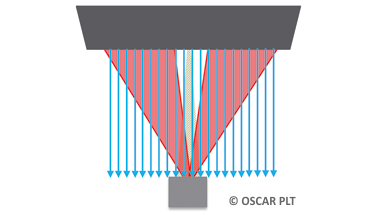
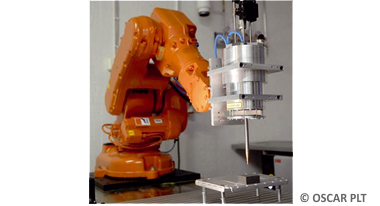
Technologieentwicklung Laserauftragsschweißen
Zur Verbesserung der Qualität und Ressourceneffizienz im Laserauftragsschweißen wird ein Monitoring der Zusatzwerkstoffzufuhr und weiterer Prozesssignale angestrebt, die mit numerischen Vorhersagen korreliert werden. Die Entwicklung von koaxialen Direktdiodenlasern (kDDL) sowohl für die Draht- als auch Pulververarbeitung ermöglicht zudem eine gute Werkstoff- und Energieeffizienz.
Durch Weiterentwicklungen in der Prozesssimulation soll zudem die Vorhersagbarkeit von Verzug und Eigenspannung sowie die Parameterauslegung verbessert werden.
Durch den Einsatz von robotergeführten Konturerkennungssystemen werden geometrische Verfahrensgrenzen bei der Herstellung von Großbauteilen überwunden.
Demonstratoren |
|||
HYBRID 1 - Zerteilwerkzeug |
HYBRID 2 - Turbinengehäuse |
||
|
|
 |
||
Anforderungen• Höchste Verschleißeigenschaften • Hohe Standfestigkeit • Verringerung des Nachbearbeitungsaufwands Zu überwindende Grenzen
• Evaluation neuer Werkstoffe (partikelverstärkte Werkstoffe) • Verfahrensübergreifende Fertigung (konventionell und additiv) • Werkstoffkombinationen |
• Einhaltung von Qualitätsstandards aus der Luftfahrt • Bauteilabmessungen von über einem Meter
• Reproduzierbarkeit • Ressourceneffizienz (Werkstoffe und Energie) durch Prozesskopfentwicklung und Prozesssimulationen • Verfahrenskombinationen (konventionell und additiv) • Herstellung von Großbauteilen Robotertechnik |
||
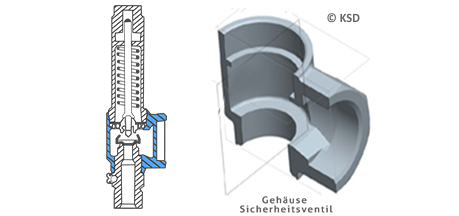
HYBRID 3 - Gehäuse eines Sicherheitsventils |
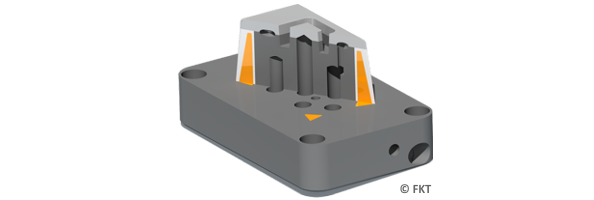
HYBRID 4 - Spritzgusswerkzeug |
||
 |
 |
||
Anforderungen
Zu überwindende Grenzen
|
|
||
.png)
Erfolgte und geplante Publikationen
Vorträge/Poster
Marie Jurisch, Thomas Wenz, Alexander Kirchner, Burghardt Klöden, Thomas Weißgärber, Bernd Kieback, Processing of FeCrV-steels by Selective Electron Beam Melting (SEBM), EuroPM 2019, Maastricht, Niederlande, 13.-16.10.2019
B. Klöden, M. Jurisch, G. Walter, T. Weißgärber: Selective electron beam melting of wear-resistant materials, 3rd International Conference on Electron Beam Additive Manufacturing, Oktober 2020
T. Felsch, U. Klaeger, J. Steuer, L. Schmidt, M. Schilling; Robotic System for Additive Manufacturing of Large and Complex Parts; In: Proceedings of 22th IEEE Conference on Emerging Technologies and Factory Automation ETFA; 2017; Limassol, Cyprus
T. Felsch, F. Silze, M. Schnick; Process Control for Robot Based Additive Manufacturing; In: Proceedings of 24th IEEE Conference on Emerging Technologies and Factory Automation ETFA; 2019; Zaragoza, Spain
F. Bittner, J. Thielsch, T. Gustmann, R. Kordaß, C. Kolbe, T. Maiwald, S. Polenz: Verfahrensübergreifende additive Verarbeitung des Einsatzstahls 1.2764 für Werkzeuge mit verbesserten Verschleißeigenschaften, Werkstoffwoche 2019, 18.09.-20.09.2019, Dresden
Christian Berger, Hans-Jürgen Richter, Tassilo Moritz, Alexander Michaelis, „Studies on Binder Jetting of alumina honeycomb structures“, DKG-Jahrestagung 2021, Webkonferenz 19.04. - 21.04.2021
David Werner, Matthias Ahlhelm, Tassilo Moritz, „Kombination aus Gefrierschäumung und additiver Fertigung zur Herstellung mechanisch verstärkter zellularer Biokeramiken“, Werkstoffwoche 2019, Dresden, 18.09. - 20.09.2019
Polenz, S.; Kolbe, C.; Gustmann, T.; López, E.; Brückner, F.; Leyens, C., Integration von Reinkupfer zur Optimierung der Wärmeabfuhr in Spritzgussformeinsätzen mittels Laser-Pulver-Auftragschweißen, Werkstoffe + Additive Fertigung, Potsdam (virtual conference), 13. - 15.05.2020
Polenz, S.; Kolbe, C.; Gustmann, T.; López, E.; Brückner, F.; Leyens, C., Integration of pure copper to optimize heat dissipation in injection mould inserts using laser powder deposition, Materials Science Engineering, Darmstadt (virtual conference), 22. - 25.09.2020
Polenz, S.; Kolbe, C.; Gustmann, T.; López, E.; Brückner, F.; Leyens, C., Integration of pure copper to optimize heat dissipation in injection mould inserts using laser powder deposition, ICALEO, Orlando (virtual conference), 19. - 22.10.2020
Publikationen
Marie Jurisch, Thomas Wenz, Alexander Kirchner, Burghardt Klöden, Thomas Weißgärber, Bernd Kieback, Processing of FeCrV-steels by Selective Electron Beam Melting (SEBM), Proceedings EuroPM 2019, Maastricht, Niederlande, 13.-16.10.2019, USB, ISBN 978-1-899072-51-4
M. Jurisch, T. Wenz, A. Kirchner, B. Klöden, T. Weißgärber: Processing of high-carbon steel by selective electron beam melting, Steel Research International (2020) 1900479
M. Jurisch, B. Klöden, A. Kirchner, G. Walther, W. Weißgärber: SEBM processing of 42CrMo4, Progress in Additive Manufacturing (2020) 5:27-32.
B. Klöden, M. Jurisch, G. Walter, T. Weißgärber: Selective electron beam melting of wear-resistant materials, Materials, special issue "Additive Manufacturing of Alloys Using Electron Beam Powder Bed Fusion" (geplant 2021)
Stefan Polenz, Christian Kolbe, Florian Bittner, Elena López, Frank Brückner, and Christoph Leyens: Integration of pure copper to optimize heat dissipation in injection mould inserts using laser metal deposition, Journal of Laser Applications 33, 012029 (2021); https://doi.org/10.2351/7.0000303