

Technology Project
3D osseo distrakt

Objective:
Development of a fully digital workflow with the goal of additive-generative production of a patient-individual distractor for mandibular expansion
Partners:
Duration: 01.10.2018 - 30.09.2020
Conventional procedure for mandibular distraction
Within the framework of orthodontic treatment, in addition to the extraction of healthy teeth to gain space, there is also the possibility of mandibular distraction. The lower jaw is cut in the area of the symphysis and slowly stretched by means of a stretching device (distractor), which stimulates the regeneration of the bone. Up to now, standardized, planar distractors have been used in this procedure, which must be adapted to the patient's individual jaw anatomy during surgery (see Figure 1). This leads, among other things, to longer operating times, an increased susceptibility of the distractor to fractures, the risk of nerve and tooth damage, and unpredictable force vectors due to inaccurate adjustment and/or variable placement of the distractor.
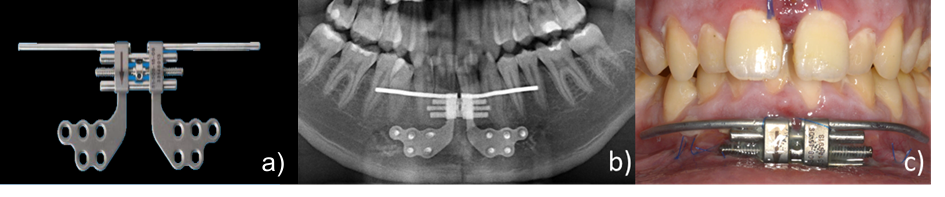
Figure 1:
a) conventionally manufactured distractor (Bologna distractor, KSL-Martin Group, Tuttlingen, Germany),
b) 2D X-ray image of the skeletally supported distractor mentioned in a),
c) corresponding clinical situation.
Current therapy planning is based on analogue and semi-digital two-dimensional evaluation methods such as the classical jaw impression, a 3D plaster model of the jaw made from it, a 2D X-ray image and classical intra- and extraoral photos. On the basis of this, an orthodontic evaluation is used to decide on further therapeutic measures. In case of a distraction decision, 3D x-ray diagnostics (digital volume tomography or computed tomography) is also performed. However, this is not used for further measurement as a basis for therapy planning, but only for better preoperative visualization and presentation of the structures to be protected. The process chain has already been optimised by the preoperative adjustment of the planar distractor using the mandibular models (see Figure 2). However, certain fitting inaccuracies must still be compensated intraoperatively, and thus a weakening of the material due to the resulting torsion and bending cannot be avoided here either. Moreover, the 3D images cannot yet be integrated into orthodontic evaluation and therapy planning. There is also no software available on the market that contains all necessary evaluation methods for digital planning and combines the parameters necessary for therapy planning.
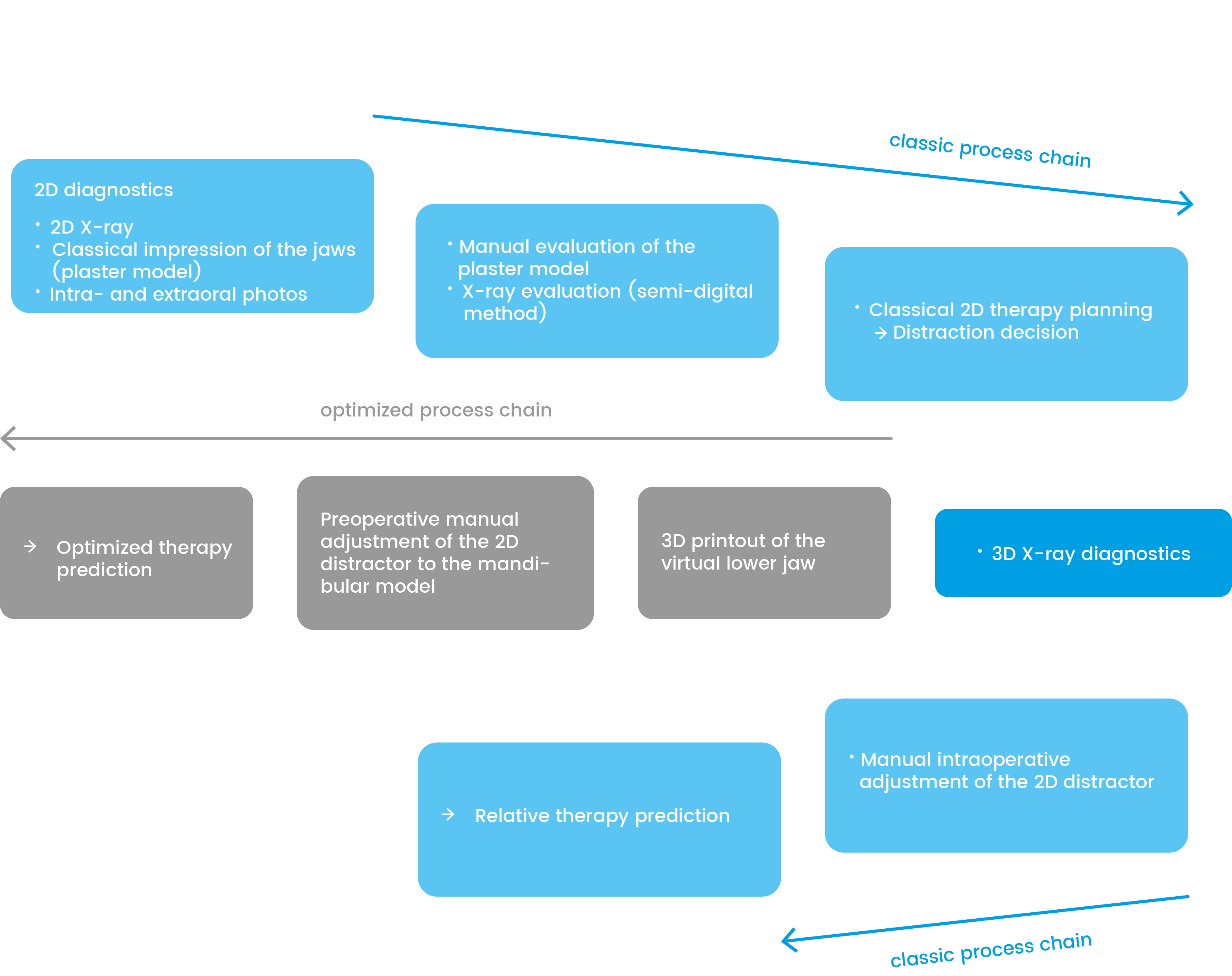
Figure 2: Classic and optimized procedure for therapy planning in case of mandibular distraction
Planned digital process chain for mandibular distraction
In some cases a 3D data set of the jaw anatomy is available, but this is not yet used for the evaluation and generation of a patient-specific distractor. This is also due to the fact that no fully digital workflow for generating a mandibular distractor exists so far. Therefore, the present project aims to develop a digital process chain including a suitable software tool, which combines virtual 3D diagnostics, 3D therapy planning and the generation of the patient-individual distractor (see Figure 3).
Based on the 3D data of the patient, such as 3D radiographs and a direct, intraoral scan, a CAD/CAM model of the distractor is to be created, which is digitally adapted to the individual jaw anatomy preoperatively. Due to the unrestricted individualization of additive-manufactured products, the disadvantages of the previous intraoperative adaptation can be avoided and the treatment risk can be minimized. Likewise, exact intraoperative placement based on the previously determined force vectors can be performed, which optimizes the success of the therapy. In the present project, the virtually designed distractor is to be implemented on a patient-specific basis using 3D titanium printing.
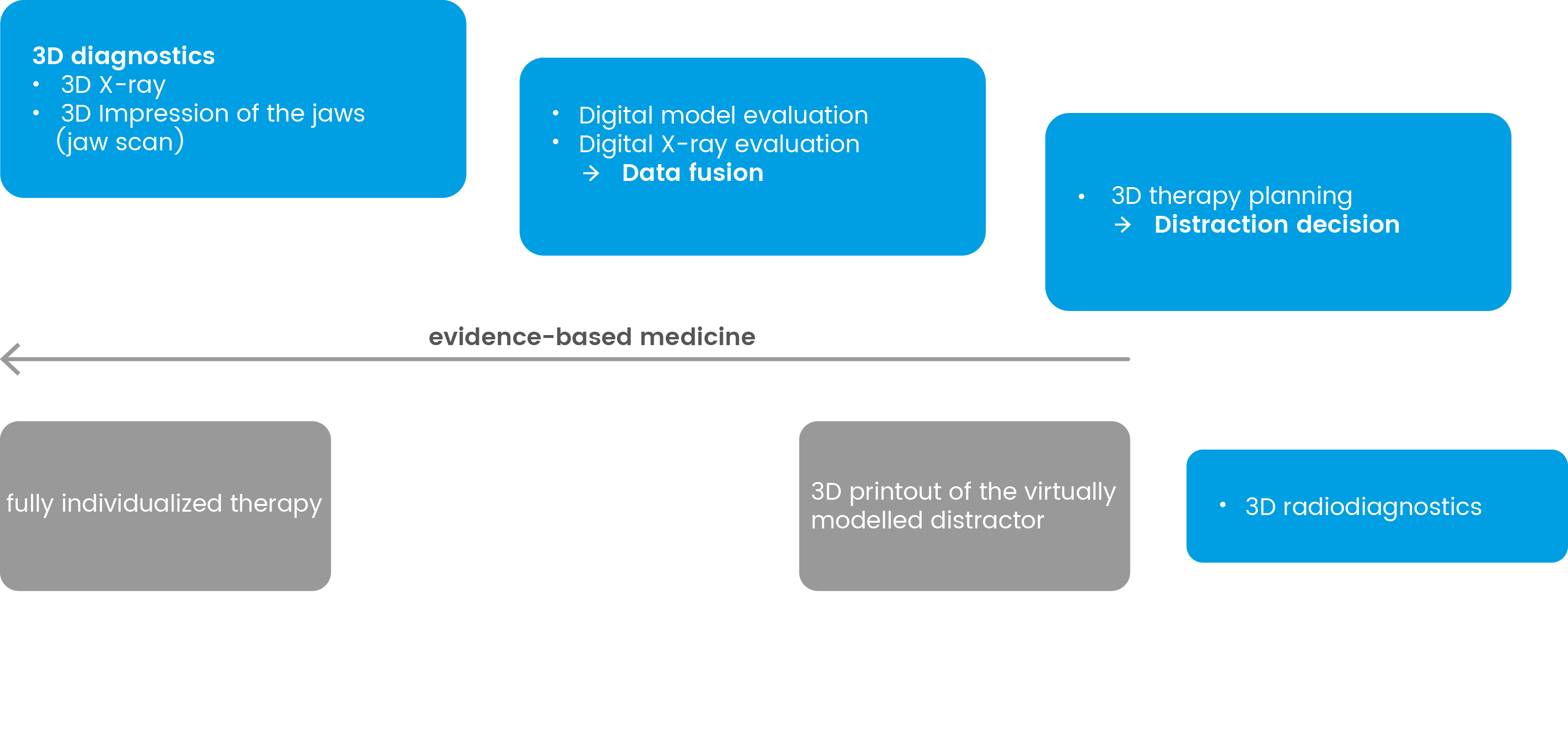
Figure 3: Fully digital process chain for therapy planning for mandibular distraction
Demonstrators
In particular, two demonstrator variants are to be manufactured by selective laser melting (SLM) within the scope of this feasibility study (see Figure 4). In this process, thin layers of metal powder are fused with the underlying layers by means of laser radiation and subsequently strengthened. In this process, movable functional elements can be integrated, something that has been impossible with conventional methods until now. The Type A demonstrator is a completely additive-manufactured component with patient-specific accuracy of fit, which is generated together with all functional elements. The production of the Type A demonstrator can be regarded as a benchmark. Here the distractor geometry including the functional elements, such as the size of the screw, can be individually adapted to the patient and the therapy plan. In the Type B demonstrator, the threaded rod as well as the rod guide as a standardized component is connected to the additive-manufactured, individual component by a subsequent joining process. Due to its positive properties, the titanium alloy Ti6Al4V ELI is used as material. Biological tests on the surface condition, such as different roughnesses in the area of the bone-attachment surface or in the transgingival and gingival parts, are also part of the investigations of the present project, in addition to the technical parameters.
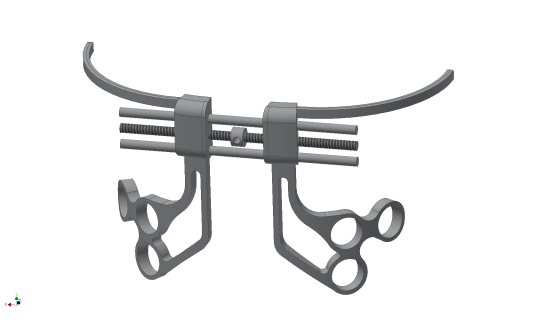
Demonstrator type A completely manufactured by additive processes.
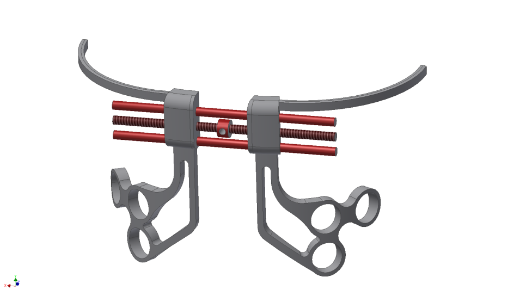
Demonstrator type B with integrated standardized component (threaded rod marked red).