

Technology Project
FunGeoS

Objective:
Consistent use of the creative freedom of additive-generative manufacturing technologies
Partners:
Duration: 01.09.2016 - 28.02.2019
Development and industrial introduction of additive-generatively manufactured functional structures
In principle, all conceivable and practical manifestations and types of functional structures are considered, e.g. microstructures, control grid/framework structures, homogeneous, graded and auxetic or locally varied structures, macrostructures including bionic or structures with optimized topology.
Functions are for example: Lightweight construction, sensor and actuator integration, heat transport and integrated supply and disposal of gaseous and liquid technical media.
Approach
The FunGeos technology project consists of three interlinked sub-projects:
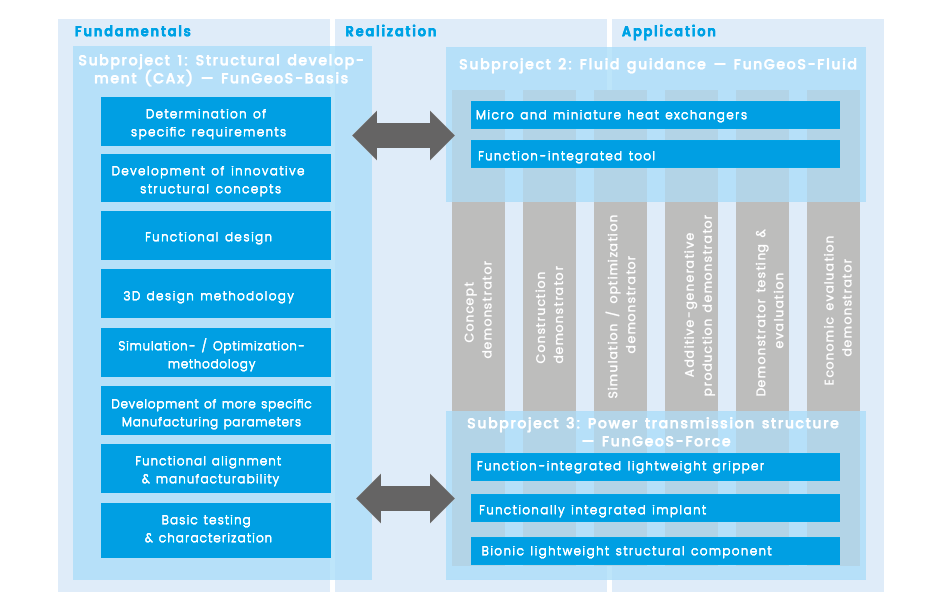
Interim project results
Determination of specific requirements
| Company: Demonstrator | Requirements | |
| Sitec: Grabber | • Lightweight construction aspect, weight reduction (topology optimization) • Function integration with sensors • Exchangeable gripper jaws Provide cleaning openings |
|
| Mathys Orthopädie: Graded cylinder |
• Graded structures (300 µm to 600 µm pores, solid core), cylinder about 7 mm diameter, low height | |
| ILK, LHM: Micro heat exchanger | • Up to now structural design • Mapped by geometry features, is already mastered • There are only special requirements for the production |
|
| FKT: Cooling close to contours for injection moulding tools | • Status: Cooling close to contour for injection moulding • Additional fluid compressed air to enable further functions (venting, ejection, etc.) |
The development goals of the FunGeoS base subproject for the demonstrator subprojects are listed. The project is strongly oriented towards the contained demonstrators and their requirements for novel design principles.
3D design methodology
Derived from the specific requirements, a 3D design methodology will be developed in the project, which will provide inexperienced designers with assistance and a certain amount of tools, especially when dealing with additive-generative processes.
| Into CAD plug in: STL data set |
||||
| CAD system | CAD plug in of the component | |||
| • CAD model of the component in the construction coordinate system • Generation of STL data set |
• Material build-up in building direction • Visualize equatorial lines • Analysis of the angles to the platform • Minimum and maximum structure thicknesses • Minimum and maximum gaps, column • Projected area in abdominal direction (gradient over Z-direction) |
|||
| Into CAD system: Analysis values e.g. minimum diameter, minimum wall thickness, gradients, ... |
The methodology is based on a CAD plug-in that can function independently of the user's CAD system. It uses STL data generated from the CAD system to analyze the described functionalities. The analysed data is then fed back into the CAD system and visualised on the model. Thus the parametrics are preserved, the step over otherwise usual special software is omitted, the workflow is clearly more performant.
Design for double graded implant

The implant in the form of a knee condyle should have a double grading for optimized ingrowth behavior and ideal stiffness (see picture). The porosity increases from inside to outside and from top to bottom. The ingrowing behaviour is better with larger pores, the stiffness is indirectly proportional to this.
Structural concepts for miniature or micro heat exchangers
Selected concepts for optimized heat exchanger structures, which can only be manufactured by additive-generation.
The aim of the optimisation is on the one hand to enable a decisively large heat transfer surface or optimum compactness. On the other hand, manufacturability by means of additive-generative processes is a boundary condition for concept development. The performance of the concepts is determined by means of fluid simulations and compared with each other. On this basis, the most suitable concept is determined. The concepts represent internal structures for possible heat exchangers, which are then designed into a complete heat exchanger by means of form feature construction.

Concept 1: a) high packing density, b) flexible forming (boundary condition: production direction), c) separation of the channels compact, flexible, but higher design effort

Concept 2: a) basic structure, b) + c) connection of the individual media, d) connection compact, simple construction, but inflexible
Concept for sensor integration (function integrated tool)

Functions to be integrated: temperature sensor, pressure sensor, wear sensor. Initial concepts were the integration of a thermocouple, resistance comparison measurements on melted wires and a pressure sensor, for example with a capacitive measuring principle. This concept is exemplarily structured in this way.

In the additive-generative manufacturing process, a membrane of defined thickness is produced directly on the surface of the cavity. This membrane acts as one half of a capacitor, the sensor the other side. As a result of a pressurization, the membrane undergoes a deflection, which is detected accordingly with the capacitive sensor thus formed. Using the inherent material law of the material, the effective internal pressure can then be calculated.

The basic procedure for sensor or component integration in the laser beam melting process is described as follows:
1) Structure of an envelope in the laser beam melting process
2) Interruption of the building process and removal of loose powder inside the envelope
3) Integration of the sensor or component
4) Continuation of the laser beam melting process
The integration of a type K thermocouple has already been demonstrated in preliminary tests.
Development of specific manufacturing parameters (example: EBM)
")
Characterization of the geometric resolution when using standard parameters (Arcam Q20+)
")
Powder removal from internal cavities / channels (EBM)
Specific manufacturing parameters were developed in the EBM process. On the one hand, the geometric resolution when using standard parameters on an Arcam Q20+ was analysed for further parameter optimisation. On the other hand, the powder removal from internal cavities/channels was tested, as the EBM process is to be used to implement a topology-optimized valve block in the project. Mechanical powder removal by means of a wire brush has proven to be the most suitable method, whereby the poor accessibility of corners must be taken into account.
Would you like to know more? Under the following link you will find further information about the project FunGeoS:
• Potentials and challenges of additive manufacturing technologies for heat exchanger