

Technology Project
QualiPro

Objective:
Development of a quality management system for safe and robust additive manufacturing
Partners: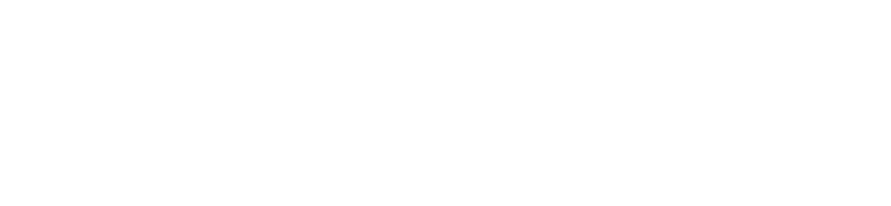
Duration: 01.08.2017 - 31.01.2020
Competitive companies need a process landscape and quality management for the use and integration of additive technologies in series production. The project "Quality management for safe and robust additive production" (QualiPro) aims to develop clear quality routines along the additive process chain. This is intended to create the basis for the certification of additive technologies and to establish the framework for cooperation in the value-added network.
In order for companies to be able to manufacture additively in the series process, competitive factors such as costs, time, quality, productivity, process capability and flexibility are taken into account. The focus in QualiPro is on powder bed-based laser beam melting. A continuous data acquisition along the additive process chain is carried out, and this data is linked to the achieved component quality. Measures for optimizing additive production are derived from the findings.
Project structure
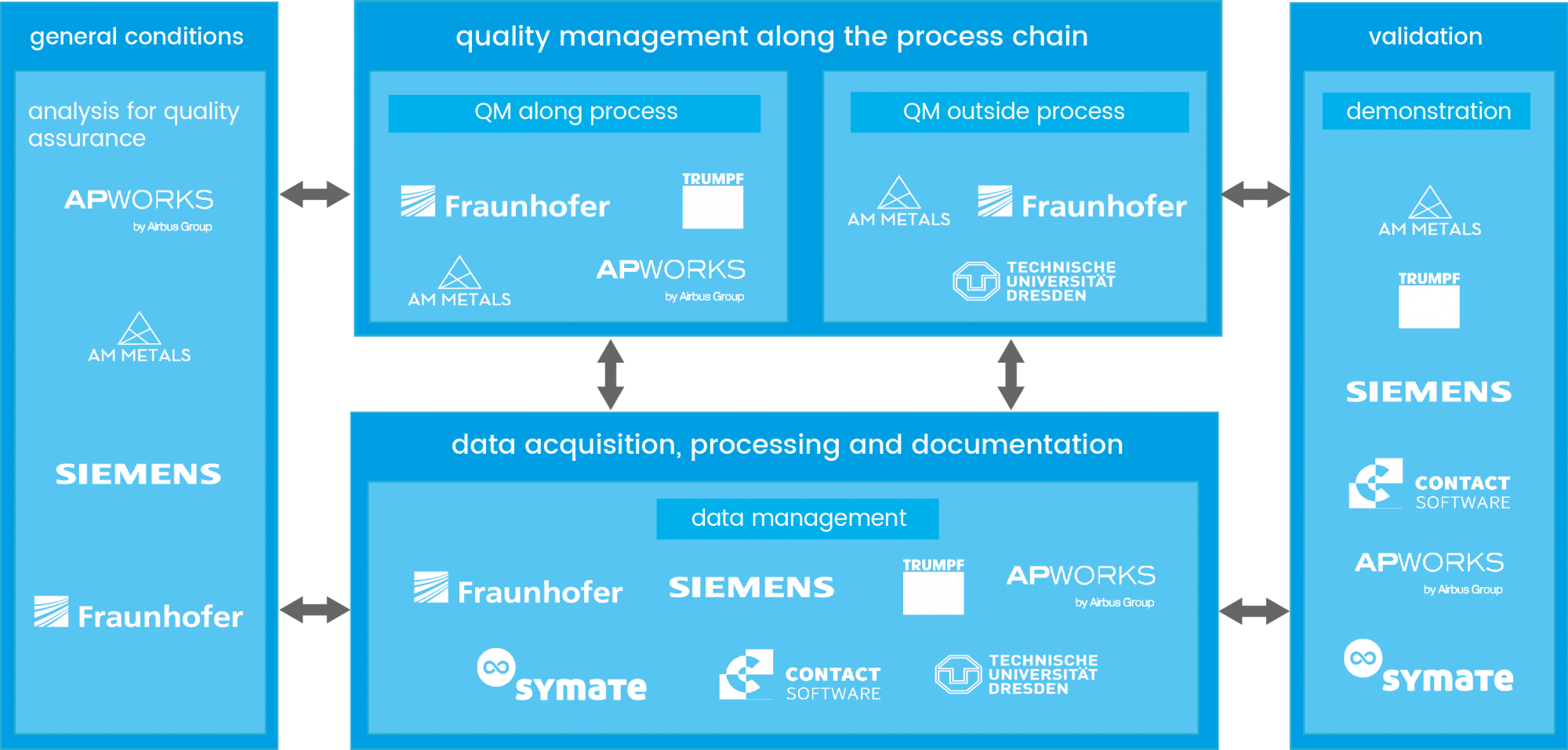
Figure 1: Project structure of the "QualiPro" technology project
Sub-results
In the following, selected project results are presented. If you are further interested, please contact the project management Angelina Marko , so that contacts can be established with the appropriate contact persons.
Analysis of the quality assurance
The first step was to define the necessary framework conditions for modelling the QM process. This essentially includes the modeling of the value-added chain, including relevant operations and interfaces.
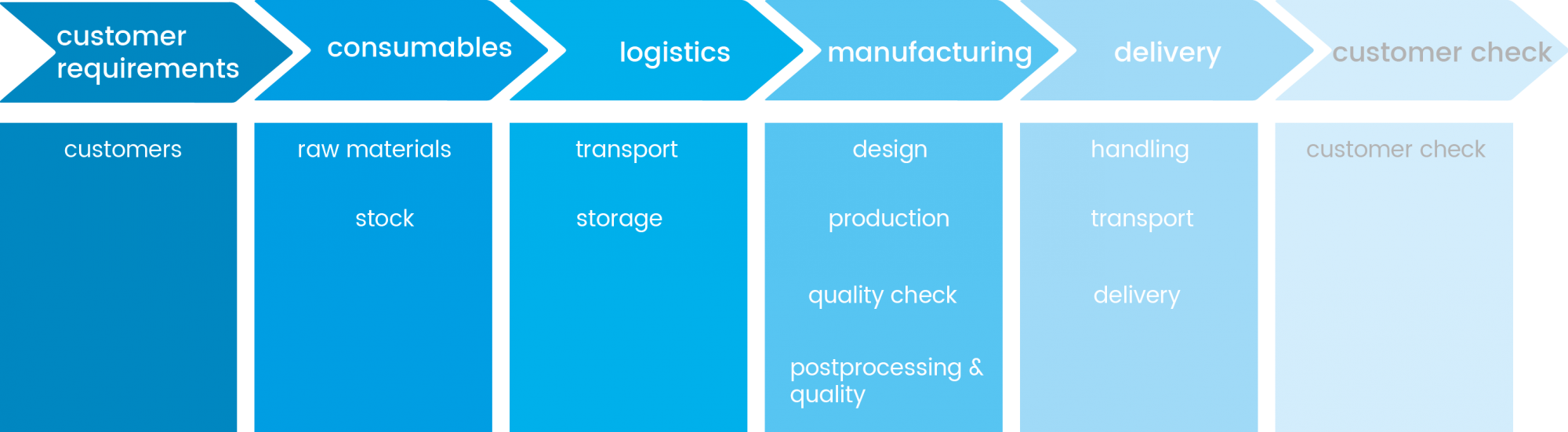
Figure 2: Process chain for additive manufacturing processes
In addition, key performance indicators were defined for testing the capability of the process, machine and test equipment. An example of this is the development of a practice-oriented test specimen geometry.
Quality management (QM) within the process
Process monitoring
The focus here was on the further development of condition and process monitoring processes. Image processing was used to monitor the coating process and correlations between optical data and real component properties were evaluated, especially with regard to an evaluation of in-situ process monitoring.
One approach here is the holistic pyrometric process monitoring for Laser Powder Bed Fusion (L-PBF). Different sensor types (thermal and photoelectric sensors) are used to detect thermal phenomena in L-PBF over a wide range of temperature, time and spatial resolution. Through the coaxial integration of CMOS-based high-speed cameras and the development of camera-specific calibration curves, temperature fields with a frame rate of more than 20 kHz in the melt pool and its lateral environment could be determined. In addition to coaxial process observation using high-speed cameras, infrared cameras with thermal sensors, so-called microbolometers, are used for lateral observation of the powder bed. These allow global temperature distributions on the powder bed surface to be recorded and thus allow the detection of undesirable phenomena such as heat accumulation. The evaluation of the melting process can be done by different parameters. Examples are, for example, the melting bath width/length, the emission peak or the cooling behaviour. Extensive test series for the qualification of the camera system were carried out.
Pyrometric process observation can be used as an efficient tool for anomaly detection and thus makes a major contribution to quality assurance in additive manufacturing.
Figure 3: Process monitoring through the use of different camera systems for non-contact temperature measurement (left), temperature distribution in and around the melt pool along the scan vector calculated on the basis of recorded grey values (top right), characterization of component heating as a function of the scan strategy through lateral process observation (bottom right)
Quality management (QM) outside the process
Automated 3D inspection
For the implementation of an automated 3D inspection, different measuring methods were compared with each other. 3D inspection, in which product and manufacturing information as well as GD&T data (geometric dimensions and tolerances) and 3D dimensions are directly linked to the CAD model, proved to be particularly promising. By using CMM programming of CAD systems, these data can be used for the creation of inspection programs. In this way, the time required for inspections can be reduced by up to 50%.

In addition, a benchmark process for automated 3D inspections was carried out especially for the SLS process. Here the measuring methods fringe projection sensor, light section sensor, laser tracer and CMM were considered. For these methods, further investigations are currently underway to ensure the desired statistical certainty (probability) and confidence range for the parameter values. The duration of the entire measurement process for recording the point clouds is about two minutes (total measurement time for creating the scans). The accuracy of the "Gocator" is 0.1 mm.
Figure 4: Measurement with strip projection scanner Gocator 3110
Determination of roughness inside the component using CT data
An elementary component of quality assurance is the functional stability of additively manufactured components. Depending on the function, this sometimes depends on their surface quality. This applies to both external and internal surfaces. Roughness is often used as a measure of surface quality. However, there is no sufficient standard for determining roughness and quality analysis of internal structures. Therefore, it was examined whether it is possible to determine roughness using CT data and to what extent this correlates with the results from conventional methods. The relative deviation of the roughness values determined on the basis of CT data is on average 20% for Ra, Rz (15% without outliers). From the results it can be concluded that it is basically possible to determine the roughness of additively manufactured components using CT data.
Post-processing processes
The process influence of different post-processing processes was investigated by test series in which a parameter variation was carried out. Exemplary results of the electropolishing process on tensile specimens of Inconel 718 are presented below.

Figure 5: Surface roughness before and after etching
The best result in terms of surface roughness was achieved by electropolishing in a brush process. In this way the roughness Rz could be reduced by 45%.
Data management
Technology data management must enable the long-term collection and analysis of production data to support QM, while integrating existing IT systems. The project focuses on the development of algorithms.
These are intended to perform three functions:
• Determine characteristic values according to QM criteria from the measured values
• Be able to make statements about the condition of the plant and the process
• Use of image processing and classical signal processing methods
To achieve this, recorded data from the process chain were correlated with measured component properties. Special emphasis is put on the consideration of geometrical properties, material properties and surface characteristics.
In a following step cross correlations between the different types of equipment are performed. These investigations are currently underway. The findings are used to derive variables for improving the production process.