

Technology Project
ToolPrint

Objective:
More efficient development of a production chain for the additive construction of tools from adapted wire materials by means of the arc process
Partners:
Duration: 01.11.2018 - 31.10.2020
Approach
The production of cutting tools for cutting excess material from forged components is time and resource consuming. The tools are often cut subtractively from the solid material.
This is where the idea of 3D printing comes into play, which enables the production of near-net-shape blanks. The excess oversize that has to be removed to the final contour is significantly smaller than when manufacturing from solid material and allows a significant reduction in chip volume. This in turn allows more efficient material utilization during production, as well as a reduction in wear during subtractive finishing. Both effects lead to a more economical and resource-saving production of cutting tools.
Since the steel grades conventionally used in tool making are not or only to a limited extent suitable for welding, the project will develop adapted alloys that can be processed for 3D printing using wire and arc additive manufacturing (WAAM). For this purpose, the existing material systems will first be comprehensively characterised in order to derive alloy compositions. Further focal points of ToolPrint are subtractive post-processing and process development to achieve defined material properties using WAAM printed components.
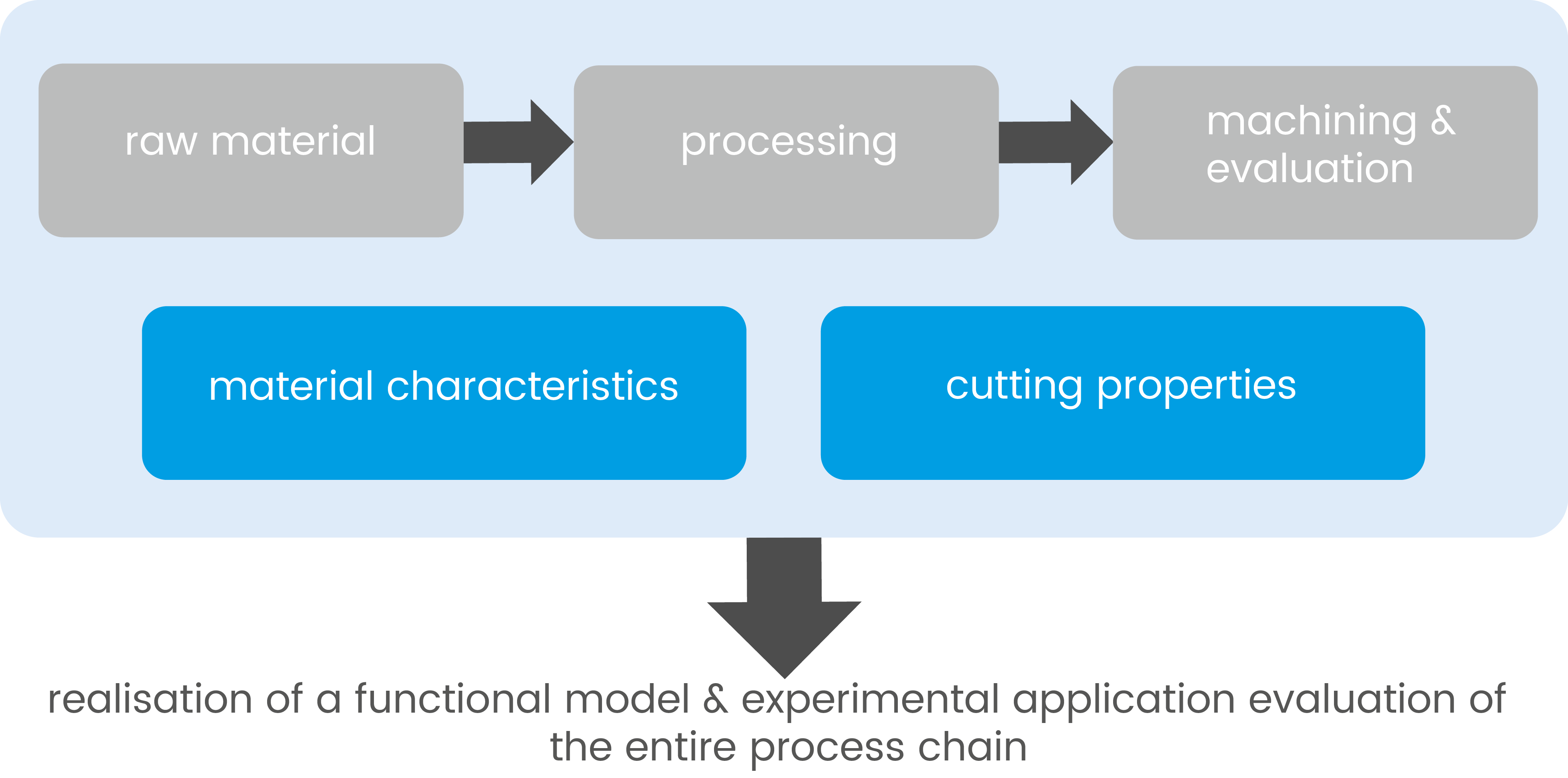
The division of tasks within the project is tailored to the respective expertise of the project partners and is divided into five main areas: starting material, processing, machining and evaluation, material properties and machining properties. By bundling the experience and competences of the project partners, a validated functional model as well as a proof of economic efficiency will be produced at the end of the project.
The work plan is divided into the following work packages:
• WP1: Design of material system and process chain
• WP2: Materials development
• WP3: Process development
• WP4: Cutting tool development
• WP5: Merge
• WP6: Functional model
• WP7: Final examination
Specification of the starting material
In order to ensure optimum processability, a starting material is adapted to the additive process control and produced to achieve specific properties. For this purpose, process-related changes in the material properties caused by processing using WAAM must also be taken into account, since the resulting properties after 3D printing are particularly relevant for the resulting components. First of all, various adapted material compositions are manufactured as cored wire electrodes, processed and the resulting material properties are evaluated. Special attention is paid to toughness, impact resistance and hardness. Based on this, the aim is to produce a solid wire electrode which is used for the production of the cutting tool functional model and fulfils the required component properties.
Robust process window
A robust process window is developed which is tolerant to process-related fluctuations and which can be used for autonomous unattended operation of the 3DMP® machines with the adapted wire alloy. Defect free samples and finally also the functional sample with the required mechanical-technological properties are to be produced, whereby the maximum limit of the build-up rate for the specially tailored alloy is to be determined and exhausted.
Processing of the produced material and application evaluation
The microstructure of components produced by means of WAAM is often comparable with cast microstructure, which is why the machinability differs from that of rolled or forged base materials. For this reason, suitable machining and heat management strategies are evaluated and experimentally verified by means of functional models. During subtractive finishing by means of milling, special attention is paid to the varying load and the associated vibrations in the edge area caused by the process-related waviness of the printed components and the resulting varying amounts of material removed. At the end of the third work objective a cutting tool for deburring a forged open-end wrench blank is to be manufactured, evaluated with regard to its suitability for use with a corresponding service life as well as the economic efficiency of the production.
Milestones
Three milestones are defined according to the course of the project. For this purpose an evaluation of the results or the completion of work priorities is carried out.
• MS 1: Material system and process chain as well as required properties defined
• MS 2: contributions of the sub-projects are available, details are given in the sub-project descriptions
• MS 3: Optimisation under holistic consideration of the production process chain from the starting material to the finished sample
Interim project results
Design of material system and process chain
A specification sheet is drawn up with regard to the material properties, which contains the boundary conditions for the cutting tools to be manufactured. The properties required and resulting from the process or after-treatment should be comparable to the cutting materials 1.2379, 1.2436 or 1.2767 previously used for the production of cutting tools.
First tests with solid wire electrodes on the basis of hardfacing steels allow the knowledge of processing parameters and process stability during production using WAAM. Block geometries will be produced which will be used for initial findings for subtractive post-processing as well as for material investigations. Thus, statements about process-related alloy changes can be made to support the design of the adapted wire alloys.